This post is going to show you how I have made a simple and cheap indexing system.
This is not difficult and took me about an hour and a half.
They only thing I will say is you have to take the time and effort to do it accurately.If not you might as well not bother as an indexing system that is not precise is an absolute waste of time.
My first lathe never had an indexing system so I thought i would make my own but it was not as simple as I thought.
I tried using a protractor dividers set squares and all sorts but nothing was accurate enough.
This is when I thought of the system I am going to show you.
The most important thing to use is a 24 tooth circular saw blade.
24 tooth is perfect as it divisible and gives you a wide range of devisions.
The blade must be in good condition as accuracy is paramount.
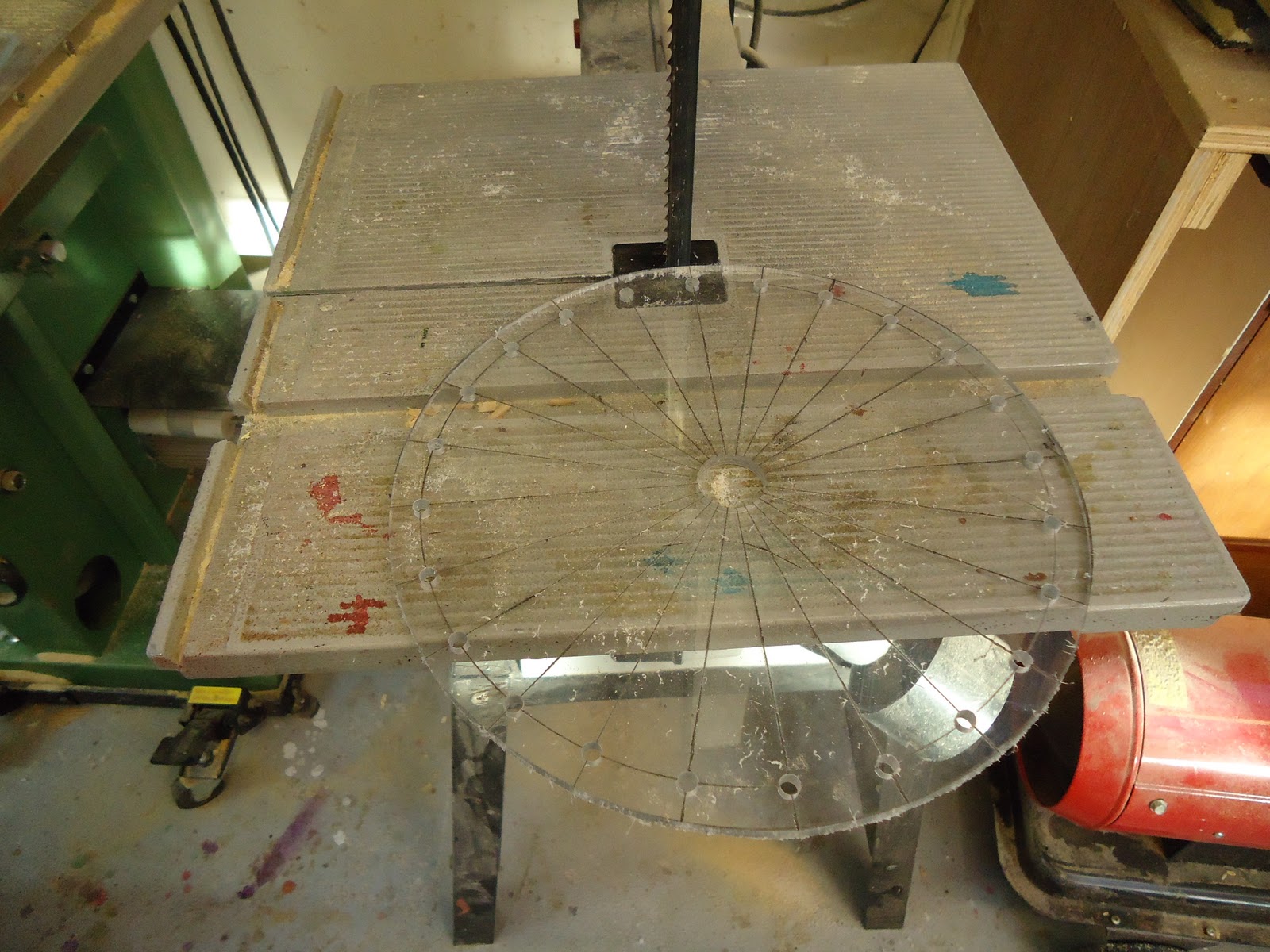
The system is made of polycarb as this is strong and easy to drill and cut.
First secure the blade to the polycarb with double sided tape to stop any movement.
Then lay a steel ruler across the blade from the point of one tooth to the corresponding tooth on the other side.
You have to be absolutely precise with this.
Click on pics to make them bigger


If you have done this properly all the lines will cross the dead centre as below.





I have used a pointed wood bit as it is easier to get precise positioning.
I rest the point on the cross and then start the dill.I do this for every hole stopping between holes to re position to avoid mistakes.




The disk is fitted on the spindle and the chuck holds it in place as below.

This is a simple polycarb strip with a bolt glued in it and fixed to the lathe bed.



A very interesting and money saving bit of tooling.
ReplyDeleteSurprised you have not gotten more comments on this one.
Hi Mark.
ReplyDeleteI get lots of viewings but not many comments.
A pity realy as it would be good to know if what i am doing is worthwhile.
George,
ReplyDeleteI think its great that you are sharing your ideas with us, very useful.
I have not commented before, one of the silent viewers.
Thank you Dave your comment is very much appreciated
ReplyDeleteI have been wondering how to get around the issue and you have provided a plain English version on how to achieve it without any confusiion.
ReplyDeleteThank you
If you have any problems Keith let me know
ReplyDeleteA bit late, looking at the previous comment dates. The best article seen on this subject. I am not a turner but I have a requirement to make a new hub for a spinning wheel. 3 spokes had broken in the hub and the original hole indexing had not been clever.This is just the ticket for my job.
ReplyDeleteMany Thanks
John
I am pleased it has been useful to you John
Delete